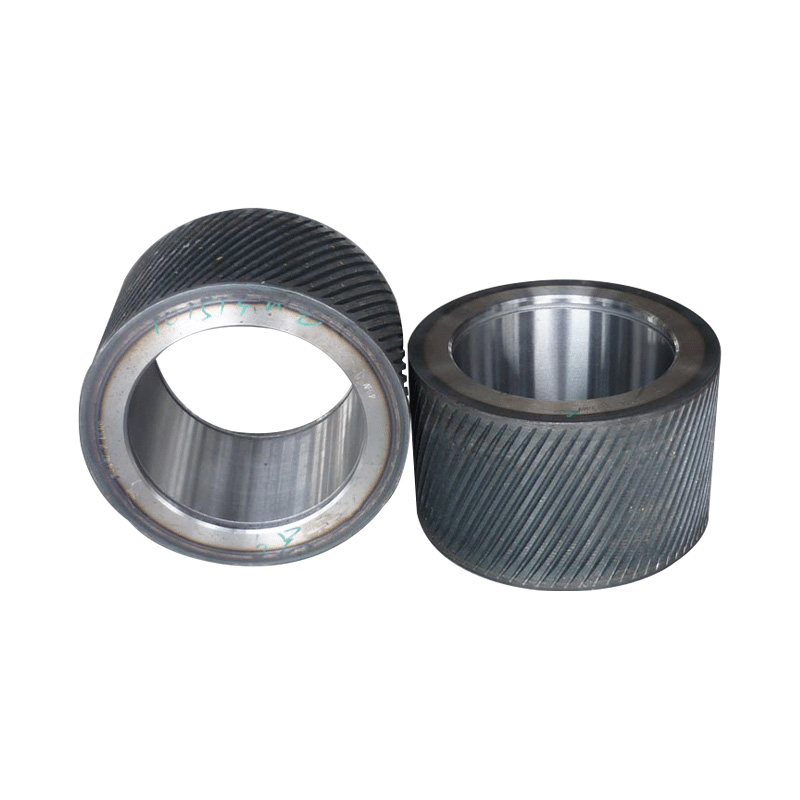
Spirālveida zobu rullīšu apvalks


Kāpēc ir svarīgi pielāgot atstarpi starp granulu dzirnavu gredzenveida matricu un veltni?
Pareiza presformas veltņa atstarpes regulēšana ir svarīgs nosacījums, lai sasniegtu maksimālu jaudu un pagarinātu spiediena veltņa un gredzenveida presformas kalpošanas laiku. Vispiemērotākā gredzenveida presformas un veltņa atstarpe ir 0,1–0,3 mm. Ja atstarpe ir lielāka par 0,3 mm, materiāla slānis ir pārāk biezs un nevienmērīgi sadalīts, samazinot granulācijas ražību. Ja atstarpe ir mazāka par 0,1 mm, mašīna nopietni nolietojas. Parasti ieteicams ieslēgt mašīnu un noregulēt spiediena veltni, kad tā negriežas, vai arī satvert materiālu ar roku un iemest to granulatorā, lai dzirdētu klaudzes skaņu.
Kādas ir sekas, ja starpība ir pārāk maza vai pārāk liela?
Pārāk mazs: 1. Gredzenveida matrica kavējas; 2. Spiediena veltnis ir pārmērīgi nodilis; 3. Smagos gadījumos tas var izraisīt gredzenveida matricas lūzumu; 4. Granulatora vibrācija palielinās.
Pārāk liels: 1. Spiediena veltņa slīdēšanas sistēma neražo materiālu; 2. Ēdamā materiāla slānis ir pārāk biezs, bieži bloķējot iekārtu; 3. Granulatora efektivitāte ir samazināta (granulācijas saimnieks var viegli sasniegt pilnu slodzi, bet padevi nevar palielināt).






Produktu kategorijas
-

Volframa karbīda metināšanas āmura asmens
-

Plakana pārklājuma metināšanas āmura asmens ar volframa...
-

Volframa karbīda āmura asmens ar dubultiem caurumiem
-
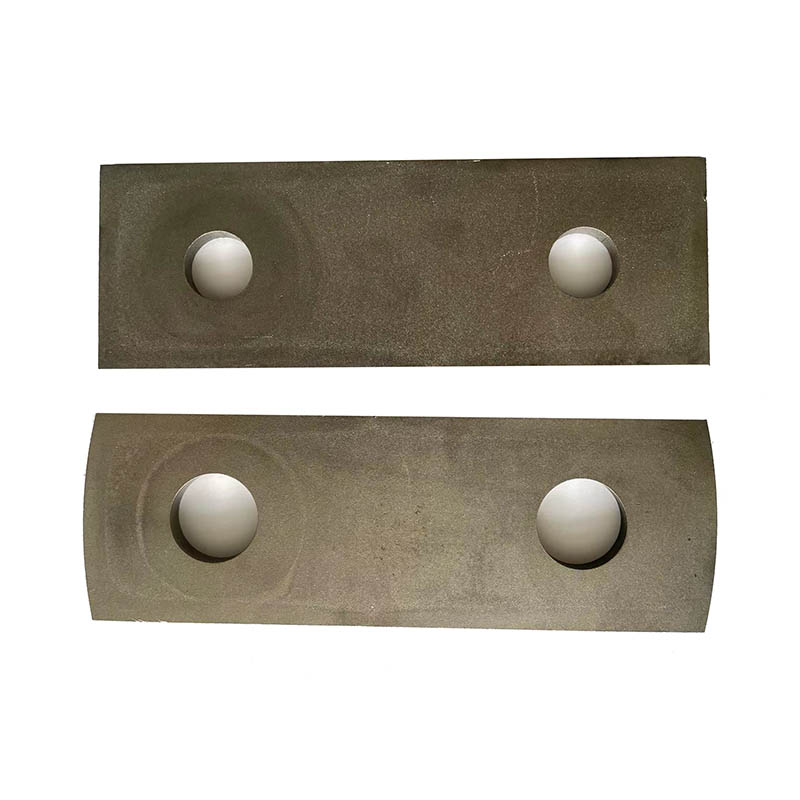
Divkārša cauruma gluda plāksnes āmura asmens
-
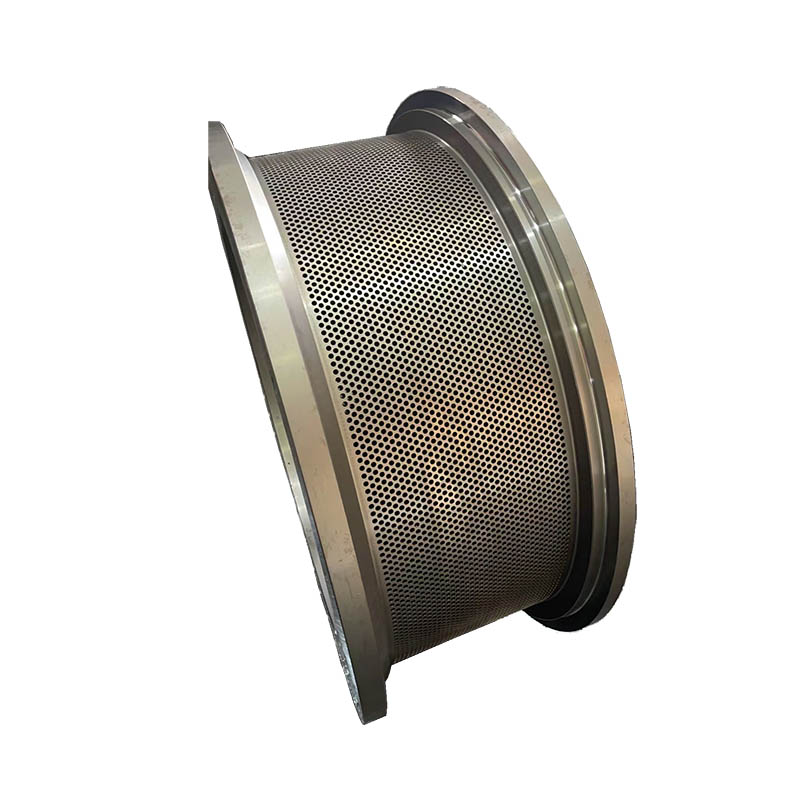
Mājputnu un lopkopības barība ar granulu dzirnavu gredzenu
-

Garneļu barības granulu dzirnavu gredzens mirst