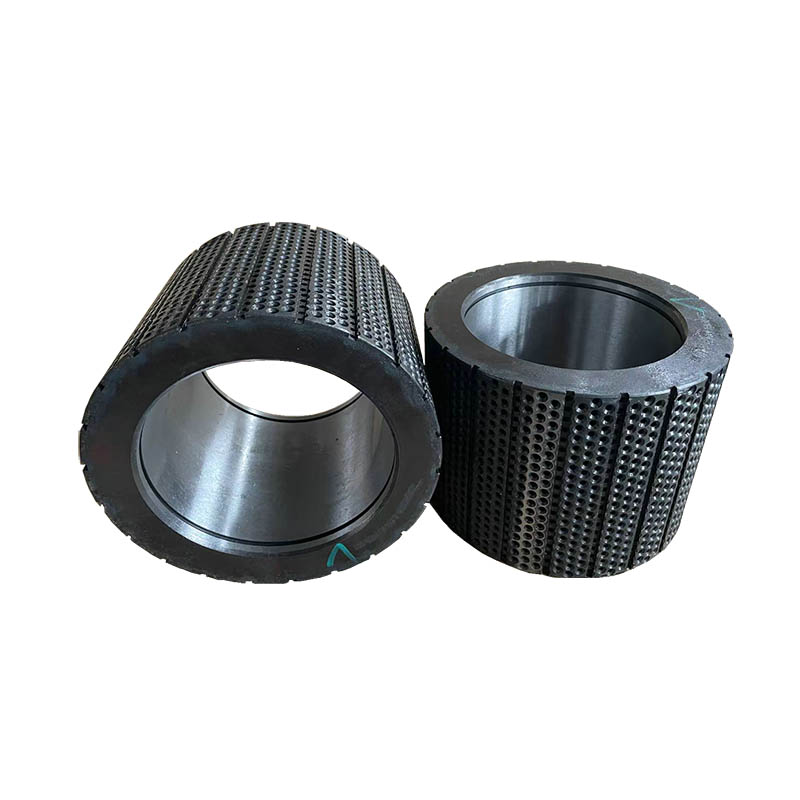
Apļa zobu rullīšu apvalks



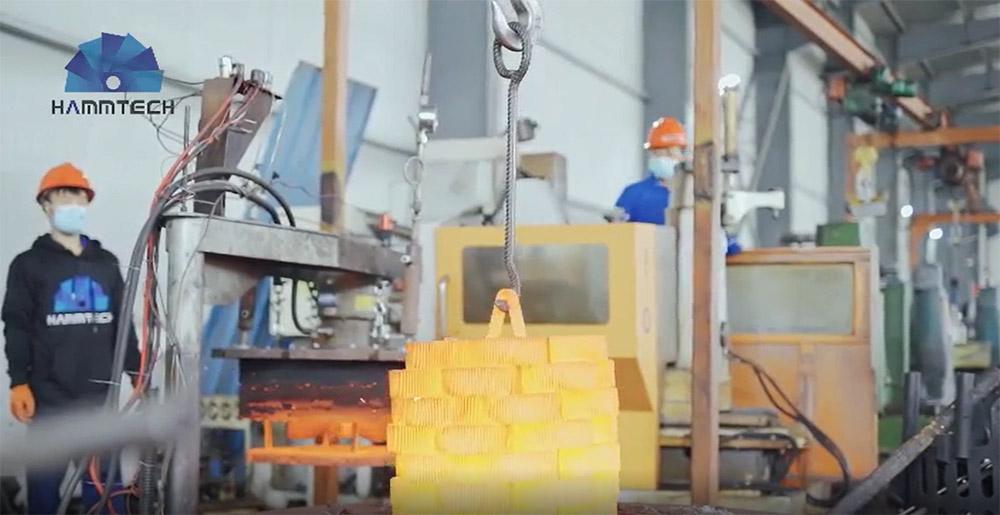
Granulu ražošanas nozarē pulverveida materiālu presēšanai granulu padevē parasti izmanto gredzenveida vai plakanās presformas granulēšanas mašīnas. Gan plakanā, gan gredzenveida presforma balstās uz spiediena veltņa un presformas relatīvo kustību, lai satvertu materiālu efektīvā darba pozīcijā un izspiestu to formā. Šis spiediena veltnis, ko parasti sauc par spiediena veltņa apvalku, ir granulu dzirnavu galvenā darba daļa, tāpat kā gredzenveida presforma, un tā ir arī viena no nodilstošajām detaļām.



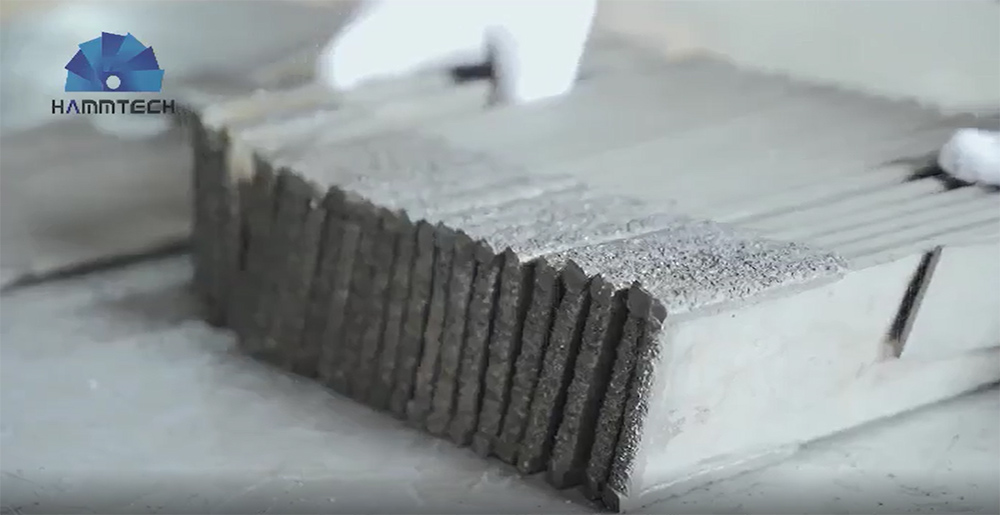
Granulatora spiediena veltnis tiek izmantots, lai iespiestu materiālu gredzenveida matricā. Tā kā veltnis ilgstoši tiek pakļauts berzei un saspiešanas spiedienam, veltņa ārējā perimetrā tiek izveidotas rievas, kas uzlabo izturību pret nodilumu un atvieglo irdenā materiāla satveršanu.
Veltņu darba apstākļi ir sliktāki nekā gredzenveida matricas. Papildus izejvielu normālam nodilumam uz veltņiem, silikāts, smiltīs esošais SiO2, dzelzs skaidas un citas cietās daļiņas izejvielā pastiprina veltņu nodilumu. Tā kā spiediena veltņa un gredzenveida matricas lineārais ātrums būtībā ir vienāds, spiediena veltņa diametrs ir tikai 0,4 reizes lielāks par gredzenveida matricas iekšējo diametru, tāpēc spiediena veltņa nodiluma ātrums ir 2,5 reizes lielāks nekā gredzenveida matricas nodiluma ātrums. Piemēram, spiediena veltņa teorētiskais projektētais kalpošanas laiks ir 800 stundas, bet faktiskais lietošanas laiks nepārsniedz 600 stundas. Dažās rūpnīcās nepareizas lietošanas dēļ lietošanas laiks ir mazāks par 500 stundām, un bojātos veltņus vairs nevar salabot nopietna virsmas nodiluma dēļ.
Pārmērīgs veltņu nodilums ne tikai samazina granulu degvielas veidošanās ātrumu un palielina ražošanas izmaksas, bet arī tieši ietekmē produktivitāti. Tāpēc nozarei ir ļoti svarīgi, kā efektīvi pagarināt granulu dzirnavu veltņu kalpošanas laiku.